La sigla de la soldadura GTAW (Gas Tungsten Arc Welding) significa soldadura por arco con electrodro de tungsteno protegido por gas es reconocida como uno de los procesos de soldadura por arco con un control más preciso de las condiciones de operación.
El proceso puede usarse para soldar más materiales que cualquier otro, incluso metales exóticos o aleaciones pesadas, es muy usado en aceros inoxidables o aceros aleados y aleaciones no ferrosas, aluminio, cromo, molibdeno, níquel y titanio es de uso común para los aceros estructurales, en la ejecución de pasadas de raíz en soldadura de tuberías, terminando el cordón con soldaduras SMAW o GMAW.
¿QUE ES SOLDADURA GTAW?
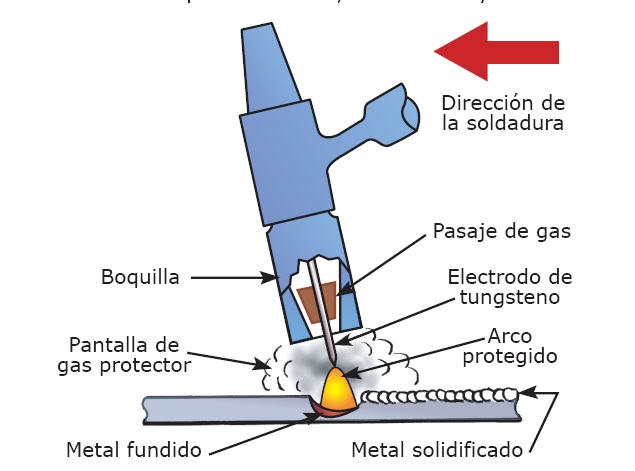
La soldadura GTAW (Gas Tungsten Arc Welding) es un proceso de soldadura en el cual se crea un arco entre el electrodo no consumible de tungsteno y la pieza a soldar, transfiriendo calor al metal base bajo una una nube de protección gaseosa que cubre el charco de soldadura y el electrodo. Es un proceso autógeno así que no es indispensable un metal de aporte, pero cuando se usa se ubica en el arco eléctrico logrando la fusión del mismo con el metal base .
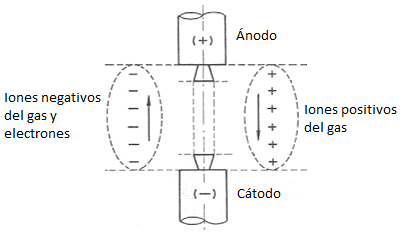
El arco eléctrico se establece como consecuencia de la circulación de corriente eléctrica entre el cátodo y el ánodo pasando esta corriente por una columna de gas en estado ionizado llamado plasma, el flujo principal y más intenso de la corriente en el arco es el producido por el movimiento de los electrones, al igual que sucede en un circuito de corriente eléctrica.
La soldadura GTAW proporciona uniones limpias y de gran calidad, tiene bajo riesgo de inclusiones de escoria y en muchas ocasiones simplifica la limpieza final, puede ser manual o automatizado, permite la ejecución sobre todo en juntas de pequeño espesor de entre 0,2 mm a 3 mm, normalmente no supera los 10 mm, ya que para estos espesores las consideraciones económicas tienden a favorecer los procesos con electrodo consumible.

¿QUE SIGNIFICA SOLDADURA TIG?
La soldadura GTAW es conocida comúnmente como TIG (Tungsten Inert Gas ) aunque es solo una parte de los procesos que se pueden dar, este nombre se da ya que en sus inicios e incluso ahora, es muy comun que el gas usado sea un gas inerte como el Argón o una mezcla que podrían ser Argón y Helio.
DESCRIPCIÓN FÍSICA DE LA SOLDADURA GTAW.
La soldadura GTAW es de arco eléctrico, su modo de operación se asemeja a la soldadura OFW, con la distinción de que en este último el calor proviene de una llama generada por una reacción química de oxígeno y gas, se diferencia de otros métodos de arco en dos aspectos clave.
- Primero: El electrodo utilizado no se consume.
- Segundo: La soldadura es autógena lo que significa que puede realizarse con o sin añadir metal de aporte.
El arco eléctrico está dividido en 3 zonas:
Zona catódica en la soldadura GTAW
Que corresponde al polo negativo del arco y es de donde vienen los electrones que se mueven conjuntamente con los iones negativos del plasma hacia el ánodo.
Zona anódica en la soldadura GTAW
Es el polo positivo del arco y es desde donde salen los iones positivos del plasma que fluyen en sentido inverso al los que salen del cátodo.
Plasma en la soldadura GTAW
El cual es el gas en estado ionizado y princial medio por donde se mueven electronos e iones.
El arco eléctrico se distingue por tener una intensa corriente eléctrica y un bajo voltaje, este fenómeno exige una concentración elevada de electrones para llevar la corriente, el calor en la zona catódica se genera principalmente por el impacto de iones positivos contra el cátodo, mientras que en la zona anódica o sobre el ánodo, se produce por el choque de electrones acelerados a través del plasma. Estos devuelven la energía cinética en forma de calor al impactar contra el ánodo.
Permite trabajar con corrientes continua y alterna, con polaridad directa o inversa, brindando diferentes tipos de penetración y duración del electrodo, la polaridad de trabajo determina si se obtiene más calor en el metal base o en la torcha.
El plasma del arco es una mezcla de gas atómico neutro y ionizado (excitado). La porción más caliente del plasma es la parte central de la columna, donde el movimiento es más intenso, en la parte exterior de la columna del arco es algo más fría.
Cambiando el gas formador del plasma, se obtiene un cambio en el balance del calor entre el cátodo y el ánodo.
POLARIDADES DE TRABAJO EN LA SOLDADURA GTAW
Cuando encendemos una máquina de soldar en DC, se crea un circuito eléctrico con un polo negativo y uno positivo, denominado Polaridad. La correcta elección de esta es crucial para el proceso ya que influye en la apariencia, resistencia y calidad de la soldadura. Seleccionar la polaridad incorrecta puede dar lugar a problemas como grandes salpicaduras, penetración inadecuada o excesiva, y falta de control sobre el arco de soldadura.
Soldadura GTAW en polaridad directa (CDEN)
CDEN significa Corriente Directa Electrodo Negativo. En este se obtiene buena penetración, con mayor calor concentrado sobre la pieza (70%), la punta del tungsteno permanece más fría (30%) por esto permite trabajar con mayores intensidades sin que se funda el extremo manteniendo su afilado original se usa en la mayoría de las aplicaciones incluyendo el acero inoxidable y el titanio, los esfuerzos de contracción son menos severos y se produce menor distorsión del material base.
No se usa en la soldadura de aluminio y magnesio, y debido a que el flujo de iones del gas no va hacia la superficie de la pieza , no existe una acción de limpieza en el metal base.

Soldadura GTAW en polaridad inversa (CDEP)
CDEP significa Corriente Directa Electrodo Positivo, acá menor penetración y el calor es más intenso en la punta del electrodo (70%), por lo que observamos un deterioro del electrodo de tungsteno en el que la punta se redondea, los electrones al chocar con el tungsteno transforman toda su energía cinética en calor por eso se concentra en el polo positivo.
En una soldadura realizada con CDEP se obtiene una buena acción de limpieza como producto del flujo de los iones del gas hacia la superficie de la pieza, cuyos impactos que se producen con suficiente fuerza, dan lugar a la destrucción de la capa de óxido superficial.

Soldadura GTAW en corriente alterna (AC)
El calor se distribuye 50/50 entre el metal base y la punta de tungsteno, obteniendo una combinación de la ventajas de CDEN y CDEP, tanto el aluminio como el magnesio no pueden ser soldados con polaridad directa, sino que debe utilizarse polaridad inversa (electrodo en el polo positivo), la razón de ello se debe al hecho que dichos metales forman sobre su superficie una capa de óxido que los protege y para poder romper la misma es necesario producir un bombardeo de iones (cargas positivas) sobre la misma, si se soldara con corriente continua deberíamos trabajar con amperajes excesivamente bajos, para proteger el tungsteno, o bien, utilizar diámetros de electrodos muy grandes.
Para salvar dicho inconveniente, se utiliza corriente alterna en lugar de la continua, así, solamente el 50% del tiempo el electrodo trabaja en polaridad positiva, lo cual permite que el mismo se enfríe lo suficiente como para evitar su deterioro, y además se cumple con el objetivo de limpieza durante el semiciclo positivo.

En una soldadura realizada con CA se combina una buena limpieza, llevada a cabo durante el semiciclo positivo, y una adecuada penetración obtenida durante el semiciclo negativo.
Soldadura GTAW en corriente pulsante (P-DC)
Este tipo de corriente tiene la característica de permitir trabajar con energías de arco suficientemente altas como para fundir el metal de aporte, al mismo tiempo que mantiene un bajo aporte térmico global durante la soldadura lo que permite la soldadura en espesores muy finos (menores a 1 mm) sin el riesgo de producir o perforación.
Permite tambien la soldadura de aceros inoxidables austeníticos en los cuales se debe cuidar que el aporte térmico no exceda los límites establecidos, se minimice considerablemente la deformación de la junta y haya un mejor control de la pileta de fusión de la soldadura. Desde el punto de vista operativo, durante el semiciclo de alta corriente se produce la fusión y deposición de la varilla, mientras que durante el semiciclo de baja corriente se produce el enfriamiento de la gota de metal depositado.
GASES DE PROTECCIÓN EN LA SOLDADURA GTAW
Su función principal es la de protección en el proceso al evitar el contacto del aire ambiente con el electrodo y el metal fundido, al momento en que se realiza la soldadura, los gases más empleados en la soldadura GTAW son el Argón y el Helio, o una combinación de ellos, los cuales deben tener una alta pureza (normalmente 99.99%).
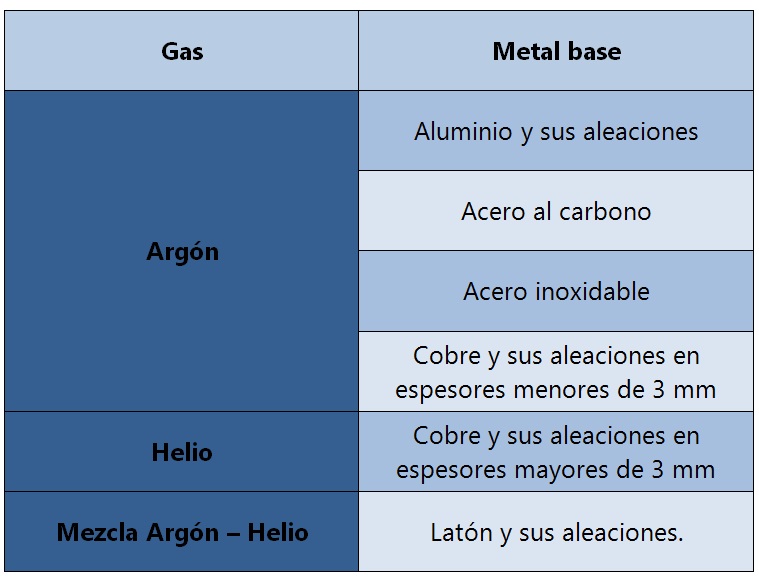
Debido a su excelente conductividad térmica, el helio produce una temperatura más elevada en el área soldada en comparación con el argón. Esto resulta en una penetración mucho mayor, lo que lo hace más efectivo en la soldadura de materiales de gran espesor, especialmente en metales como el cobre, el aluminio y sus aleaciones.
A pesar de tener la misma longitud de arco y corriente, el helio requiere un voltaje superior al argón para generar el arco. La nube que produce es considerablemente más liviana y vaporosa, lo que conduce a una dispersión rápida. Debido a esta característica, se necesitan mayores cantidades de helio puro o mezclas que lo contengan. El argón es aproximadamente 10 veces más denso que el helio y un 30% más denso que el aire, se adapta mejor a la soldadura de metales de menor conductividad térmica y de poco espesor, en particular para posiciones de soldadura distintas a la plana, forma una densa nube protectora.
Tal vez te interese también el artículo relacionado a la soldadura FCAW da clic acá para conocer más.
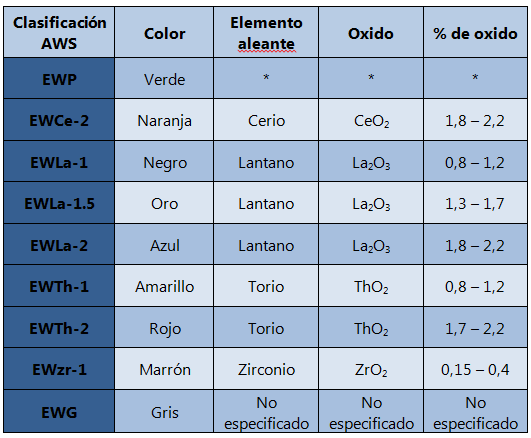
CLASIFICACIÓN DEL ELECTRODO EN LA SOLDADURA GTAW
La elección del tipo de electrodo va a depender en gran medida del tipo de material que se quiere soldar, del tipo de corriente con que se va a trabajar y de las características operativas, el electrodo de tungsteno empleado en la soldadura GMAW es muy duro y altamente refractario, su punto de fusión es de 3400°C. Se diferencia de los empleados en otros procesos de soldadura por arco eléctrico, porque no se funde con el calor generado y no aporta material a la soldadura, sin embargo, si se selecciona un electrodo incorrecto o se aplica un amperaje demasiado alto algunas partículas del electrodo pueden transferirse a través del arco.
La selección del diámetro del electrodo se debe hacer teniendo en cuenta que no sea muy pequeño corriendo el riesgo de fundir el extremo del mismo, ni muy grande que conduzca a una inestabilidad del arco como consecuencia de la disminución de la emisión electrónica debido al bajo calentamiento del electrodo, comercialmente se fabrican en diámetros desde 0.5 mm hasta 6 mm, pueden ser de tungsteno puro o aleado con cerio, lantano, torio y zirconio. Una regla útil es que el diámetro de la punta del electrodo debe ser dos veces menor que su longitud, especialmente al aplicar soldadura TIG en aluminio u otros metales.
COMO AFILAR LA PUNTA DEL ELECTRODO
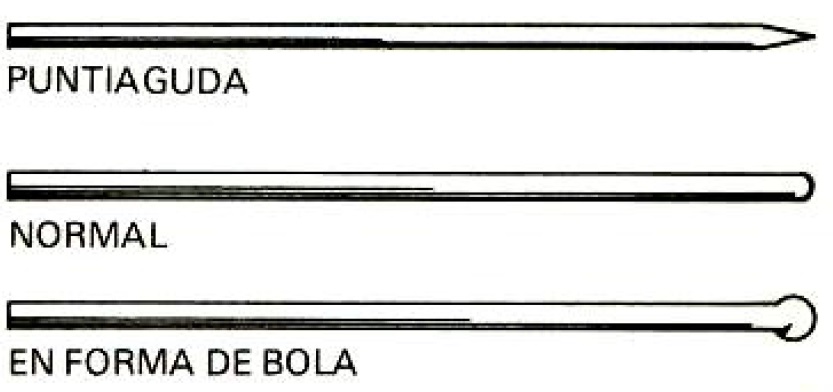
Inicialmente, la punta de los electrodos carece de forma y debe adquirirla antes de su uso ya sea mediante mecanizado, desbaste o fundición, dependiendo de su futura aplicación. Las formas pueden ser de tres tipos básicos: en punta, media caña y bola. El afilado debe llevarse a cabo en sentido longitudinal al electrodo para favorecer el pasaje de la corriente.
Dirección de afilado de los electrodos.
La dirección en la que se afilan los electrodos es crucial para la calidad de los trabajos de soldadura esta puede ser radial o transversal, y axial o longitudinal.
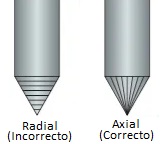
Un afilado longitudinal proporciona una penetración más profunda y un arco mejor enfocado, aumentando significativamente la precisión de los soldadores, por otro lado afilando en sentido transversal, se obtiene un cono de arco más ancho, disminuyendo la profundidad de penetración y generando aveces problemas de unión, especialmente en juntas en I.
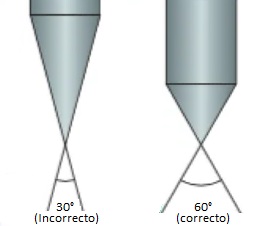
Angulo de afilado de los electrodos.
Al aplicar la técnica TIG con una soldadora inversora, el aumento en el afilado del electrodo resulta en una penetración más estrecha y específica. Sin embargo, este afilado elevado también incrementa la carga en la punta del electrodo, reduciendo su ciclo de vida. Es importante evitar cortes a ángulos extremos, como 30°, ya que esto puede provocar que el tungsteno contamine el charco de metal fundido. Por otro lado, un electrodo con punta roma, utilizado a corrientes similares a las de un electrodo afilado, generará una penetración menos focalizada pero de mayor amplitud. Los expertos recomiendan un ángulo de afilado de 60° para obtener soldaduras de calidad.
Después de afilar el electrodo de tungsteno, se recomienda aplanar su punta, siguiendo la regla de aproximadamente el 10% del diámetro del electrodo. Aplanar la punta tiene un impacto positivo en la salida del electrodo al prevenir la liberación de partículas. Además contribuye a aumentar la vida útil del electrodo al reducir la tensión ejercida sobre él.
MEDIDA DEL ELECTRODO Y CORRIENTES RECOMENDADAS PARA LA SOLDADURA GTAW.
Como en los demás procesos la medida del electrodo y el amperaje seleccionado va a depender en gran medida de la habilidad que tenga la persona que ejecuta la operación, el tipo y espesor del material y la posición de trabajo.
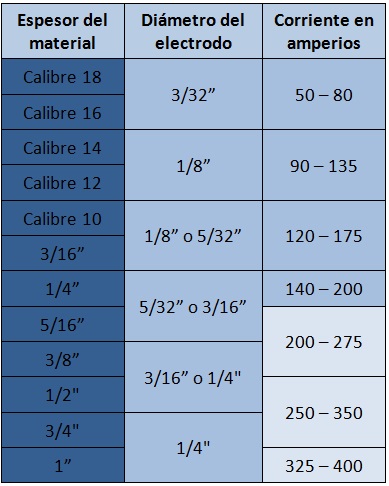
Se recomienda elegir el electrodo de mayor diámetro permitido ya que puede generar una mayor tasa de deposición de material además de ser más económico a la hora de adquirirlo.
METAL DE APORTE USADO EN LA SOLDADURA GTAW
La soldadura GTAW es muy versátil, es autogena así que puede usar o no material de aporte, el aporte puede ser el mismo metal base o pieza a soldar adecuadamente preparada o varillas de aporte estandarizadas, dependiendo del tipo de material base a soldar, se deberá seleccionar la varilla adecuada que reúna las propiedades físicas y químicas para realizar una buena soldadura en la mayoría de los casos se usan varillas.
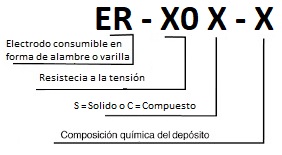
Su clasificación bajo los codigos de la AWS (American Welding Society) es muy similar al del electrodo en la soldadura GMAW pero en este caso se debe tener en cuenta que se habla de material de aporte, ya que el electrodo no se consume. Estos alambres sólidos suministrados usualmente en varillas, se distinguen de los demás por las letras ER, seguidas por 2 o 3 números, la letras S o C seguidas nuevamente de un número.
RECOMENDACIONES PARA LOS COMPONENTES Y LOS PARÁMETROS DE FUNCIONAMIENTO
Cabe señalar que algunos equipos traen incorporados todas las funciones del cabezal dentro de la fuente de poder, por lo tanto algunas fuentes tienen todos los controles en el panel frontal de la fuente de soldadura, los controles pueden requerir la lectura de un manual antes de operarlos y dependerá del número de funciones y procesos con que trabaje el equipo, la complejidad de los mismos, cada equipo requiere del conocimiento previo de los controles por parte del soldador, de forma de obtener lo máximo del equipamiento con que trabaja, lo cual redundará en una mejor soldadura.
LA TORCHA
El conjunto de piezas es mucho más delicado que una pinza SMAW o GMAW y requieren mucho cuidado por parte del soldador, se debe particularmente evitar caídas o tirar bruscamente del mango ya que esto puede dañar el ingreso de gas, el sistema de refrigeración y/o los contactos eléctricos.


Esta torcha de la soldadura GTAW posee los siguientes componentes, A) Tobera cerámica, B) Porta tobera, C) Porta tungsteno, D) Tapón largo, E) Tapón corto, F) Aro de teflón, G) Pulsador, H) Mango.
SISTEMA DE ALTA FRECUENCIA (HF) EN LA SOLDADURA GTAW
Se trata de un generador de ondas muy cortas, cuya frecuencia puede estar entre los 100 y 300 KHz correspondientes a un cambio de polaridad que ocurre 200.000 a 600.000 veces por segundo y con voltajes de pico del orden de los 10 a 20 Kv.
La finalidad primordial de la unidad es la de producir la ionización del gas protector para que éste ayude a conducir mejor el arco entre la punta del electrodo y la pieza, permitiendo de ese modo el encendido del arco eléctrico sin necesidad de iniciarlo a través de un corto circuito si no se contara con esta unidad el único modo de encender el arco eléctrico seria raspando el electrodo, algo similar a lo que se hace en la soldadura SMAW lo que generaría entre otros inconvenientes la contaminación del electrodo de tungsteno con el metal base, el deterioro de la punta y el posterior desgaste debido al reafilado del mismo en cada interrupción de la operación de soldadura.
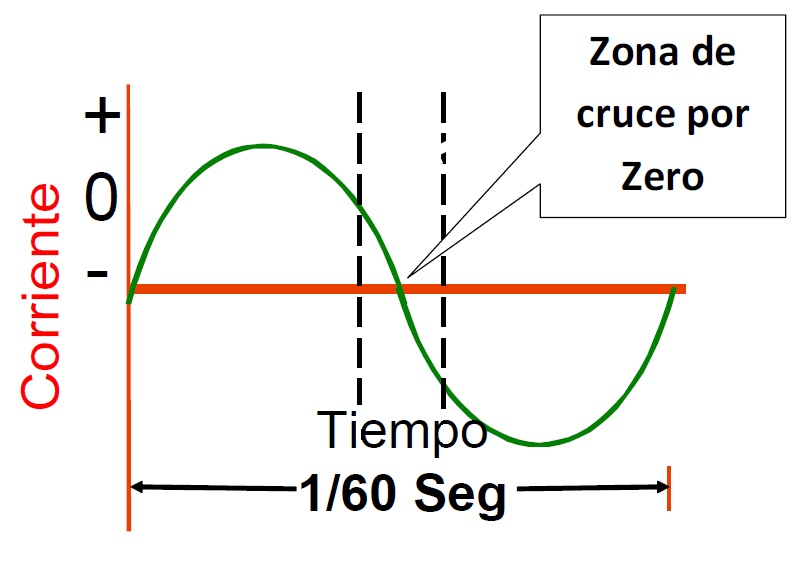
Cuando se está trabajando en corriente alterna y se pasa del semiciclo positivo al negativo, necesariamente hay un punto donde la corriente es nula o sea que se interrumpe la circulación del flujo eléctrico si no existiera esta unidad sería necesario provocar un corto circuito constantemente lo que haría a operación imposible.
Aveces el control permite que la alta frecuencia (HF) pueda activarse para el inicio del arco o para todo el ciclo de soldadura.
INICIO DEL ARCO Y LONGITUD DEL ARCO EN LA SOLDADURA GTAW
Una vez establecido el arco eléctrico y formado el baño de fusión se acerca una varilla hasta que toque el arco (nunca el tungsteno), por la acción de este se funde el extremo de la varilla depositando una gota de metal fundido que luego es trabajada por el operario de soldadura.
La varilla es introducida y retirada del arco cada vez que una gota es depositada, esta no solo se utiliza para incrementar el aporte, sino también para lograr un manejo del enfriamiento de la pileta líquida, siendo esto fundamental en materiales de pileta muy caliente y soldaduras en posición no plana, donde enfriar el baño puede ayudar a evitar el desprendimiento del mismo.
Siempre se debe tomar la precaución de no retirar la varilla por fuera del cono de protección gaseosa, ya que podría generar oxidación y el extremo oxidado de la varilla causa porosidades en el metal depositado, la penetración en el soldadura GTAW dependerá también de la velocidad con que se aporta la varilla, a mayor deposición de material, mayor será el calor absorbido del arco y por consiguiente menor calentamiento del metal base, reduciendo la penetración.
Normalmente la longitud del arco eléctrico, es aproximadamente 1½ veces el diámetro del electrodo de tungsteno, no obstante esta longitud depende mucho del soldador y la posición, pero se debe tener en cuenta que la longitud del arco nunca deberá exceder los 5mm por cuanto un arco muy largo disipa más calor sobre la superficie del metal base restándole profundidad y fusión dentro del metal.
DIRECCIÓN DEL AVANCE
El avance del arco para un diestro, es de derecha a izquierda de tal manera que el cordón depositado queda a la derecha del soldador en caso contrario de ser un siniestro deberá en lo posible avanzar de izquierda a derecha, en ambos casos el procedimiento para la finalización de la soldadura será reduciendo lentamente el aporte con la varilla al mismo tiempo que se inclina la torcha hacia el cordón depositado, alejando suavemente el electrodo de la costura hasta que el arco quede totalmente apagado, por último se deja que el gas protector continúe su flujo hacia el baño fundido hasta que éste se torne de color oscuro, después del cual se corta el flujo gaseoso y se retira la torcha.
SISTEMAS PRE Y POSFLUJO DE GAS EN LA SOLDADURA GTAW
Iniciando con el preflujo podemos decir que consiste en un temporizadores que permiten preestablecer tiempos de salida del gas protector antes del encendido del arco, su finalidad es inertizar el espacio entre la tobera y la superficie a soldar y permitir que este gas se ionice bajo la acción de la alta frecuencia.
La función del posflujo es la de proteger del aire que rodea el baño de fusión y el electrodo, después de la extinción del arco eléctrico, se debe regular de manera de que se mantenga el tiempo necesario hasta que el baño se haya solidificado y su color haya adquirido el aspecto de gris oscuro, es importante no solo para impedir la oxidación del metal y el electrodo, sino también para ayudar a evitar la formación de una fisura de cráter debido al enfriamiento brusco de la última porción de pileta líquida que solidifica.
SISTEMA DE PENDIENTE FINAL O ANTICRÁTER EN LA SOLDADURA GTAW
Esta unidad electrónica se incorporó a los efectos de evitar una brusca interrupción de la corriente eléctrica del arco en el apagado del mismo durante la operación de soldadura, la intensidad de la corriente en el arco eléctrico es bastante elevada va desde los 90 a los 130 amperios.
Cuando finaliza la operación de soldadura o se interrumpe el arco eléctrico, la corriente de soldadura cae a cero en forma abrupta causando un rápido enfriamiento de la pileta, o baño de fusión, originando un rechupe en la misma, esto da lugar a la formación de una concavidad en el centro de la pileta llamado cráter que bajo determinadas condiciones de esfuerzos, puede conducir a la fisuración de la junta.
El sistema anticráter reduce gradualmente su intensidad hasta alcanzar un valor de aproximadamente un 30 – 40% del amperaje de soldadura utilizado.
SISTEMA DE REFRIGERACIÓN
Opcionalmente se utiliza una unidad de refrigeración para la torcha, permitiendo reducir el tamaño de la misma y pudiendo trabajar con altas corrientes en ciclos de trabajo prolongados. Este equipamiento hace el conjunto manguera torcha más manejable para el soldador.
VENTAJAS Y DESVENTAJAS DEL SOLDADURA GTAW.
- Excelente control de baño de soldadura.
- Permite la soldadura de metales sin usar aporte.
- Permite la mecanización y la automatización proceso.
- Se utiliza para la soldadura de la mayoría de los metales.
- Produce soldaduras de alta calidad y excelente terminación.
- No genera salpicaduras, excepto por una mala operación.
- Requiere poca o ninguna limpieza después de la soldadura.
- Permite la soldadura en cualquier posición.
- La productividad es relativamente baja.
- El costo de los repuestos y el equipo es relativamente alto.