La soldadura FCAW (Flux Cored Arc Welding) significa soldadura por arco con núcleo fundente, pero es comúnmente conocida como soldadura por arco con alambre tubular.
Su principal diferencia es el alambre comúnmente usado el cual tiene un flux interno que desempeña funciones muy similares al revestimiento del electrodo en la soldadura SMAW, es decir el flux interior aporta a la estabilización del arco y el ajuste de la composición química de la soldadura introduciendo elementos de aleación y la protección por medio de los humos y la escoria entre otros, algunas otras diferencias podrían ser las fuentes de potencia mayores o las pistolas con capacidad de corrientes mayores.

Imagen tomada de https://www.lincolnelectric.com/es-es
¿QUE ES LA SOLDADURA FCAW?
Es un proceso en el cual se obtiene la unión de los metales por calentamiento de estos en un arco entre un electrodo tubular continuo y la pieza, el proceso es bastante utilizado en acero al carbón, inoxidables y algunas aleaciones, no es apto en elementos no ferrosos y está ganando adeptos como una alternativa muy eficiente al momento de producir, ya que sus velocidades de deposición son relativamente elevadas y no exige que las superficies estén tan descontaminadas como su par la soldadura GMAW.
Podemos afirmar que este proceso es ideal para chapas de gran espesor ya que posee un arco agresivo de penetración profunda que disminuye los problemas en soldadura del tipo falta de fusión. Además las soldaduras de filete hechas con FCAW son más angostas y de garganta más profunda que las producidas con la soldadura SMAW.
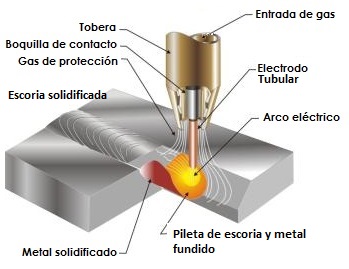
DESCRIPCIÓN FÍSICA DE LA SOLDADURA FCAW.
La soldadura FCAW combina características de la soldadura SMAW, la soldadura GMAW y la soldadura SAW. Casi nunca es necesario desnitrificar el metal de soldadura porque el nitrógeno del aire queda prácticamente excluido. Sin embargo, es posible que se genere una cierta cantidad de oxígeno mediante la disociación de CO2 para formar monóxido de carbono y oxígeno. Las composiciones de los electrodos incluyen desoxidantes que se combinan con pequeñas cantidades de oxígeno en el escudo de gas.
Existen dos variables del proceso en sí, conocidos como FCAW – SS (innershield) y FCAW – GS (outershield) dependiendo de si necesita o no gas de protección adicional durante la aplicación por lo que lo convierte en un proceso muy versátil.
Variable innershield en la soldadura FCAW
Es un proceso de soldadura que utiliza un electrodo tubular relleno de fundente, eliminando la necesidad de un gas de protección externo. En lugar de depender de un gas inerte adicional, el electrodo incorpora materiales que generan un escudo gaseoso durante la soldadura, protegiendo así el metal fundido de la contaminación atmosférica. La producción de CO2 y la introducción de agentes desoxidantes y desnitrurantes que proceden de ingredientes del fundente justo en la superficie del charco de soldadura explican por qué los electrodos con autoprotección pueden tolerar corrientes de aire más fuertes que los electrodos con escudo de gas. Es por esto que la soldadura FCAW con autoprotección es el método preferido para trabajo en el campo donde la protección del gas externo podría ser difícil de mantene.
Variante outershield en la soldadura FCAW
El gas protector que por lo general se trata de dióxido de carbono o una mezcla con argón, protege el metal fundido del oxigeno y el nitrógeno del aire, muy similar a lo que sucede en la soldadura GMAW creando un vórtice de presión alrededor del arco y sobre el charco de soldadura.
Es posible que se genere cierta cantidad de oxigeno por la disociación de CO2 para formar monóxido de carbono y oxígeno. las composiciones de los electrodos incluyen desoxidantes que se combinan con cantidades pequeñas de oxígeno en el escudo de gas.
POLARIDADES DE TRABAJO EN LA SOLDADURA FCAW.
La elección de la polaridad depende de diversos factores, como el tipo de material, el grosor del metal base, la posición de soldadura y los requisitos específicos del proyecto.
Soldadura FCAW en polaridad inversa (Electrodo Positivo – EP)
En la polaridad inversa, el electrodo se conecta al terminal positivo de la fuente de alimentación, lo que provoca que la corriente fluya desde el electrodo hacia la pieza de trabajo. Este flujo de corriente resulta en una mayor transferencia de metal fundido del electrodo a la pieza de trabajo. La polaridad inversa es ampliamente utilizada en FCAW debido a la penetración más profunda que proporciona, así como a la mayor eficiencia en la deposición de metal de relleno, lo que es beneficioso para la soldadura de materiales más gruesos.
En general, la polaridad inversa es preferida en la soldadura FCAW debido a su capacidad para proporcionar una soldadura eficiente con buena penetración en una variedad de situaciones, esta polaridad se recomienda en la variante con protección gaseosa o outershield.
Soldadura FCAW en polaridad directa (Electrodo Negativo – EN)
En la polaridad directa, el electrodo se conecta al terminal negativo y la corriente fluye desde la pieza de trabajo hacia el electrodo. Aunque menos común en FCAW, la polaridad directa puede ser empleada para aplicaciones específicas, como soldaduras en posición vertical ascendente o cuando se buscan características particulares, como una menor penetración en materiales delgados, esto hace posible usar con éxito electrodos de diámetro pequeño desde los 0.8 mm (0.030”), hasta los 1.2 mm (0.045”) para soldar materiales de calibre delgado
Esta polaridad se recomienda en la variante sin protección gaseosa o innershield.
GASES DE PROTECCIÓN EN LA SOLDADURA FCAW
Cuando se trabaja con la variable outershield, se utilizan comúnmente formulaciones de dióxido de carbono (CO2) debido a dos ventajas principales. En primer lugar, el CO2 es elegido por su bajo costo en comparación con otros gases. En segundo lugar, contribuye a lograr una penetración profunda en la junta soldada. A pesar de que el CO2 tiende a producir una transferencia de metal globular de manera habitual, algunas formulaciones de fundente permiten una transferencia tipo rocío cuando se utiliza CO2. La tendencia oxidante del CO2 como gas protector ha sido reconocida durante el desarrollo de electrodos con núcleo de fundente.
Se añaden materiales desoxidantes al núcleo del electrodo para contrarrestar el efecto oxidante, desviando la reacción del oxígeno hacia estos elementos en lugar del carbono del acero, esto facilita la eliminación de productos de la reacción a la superficie del charco de soldadura, mejorando la calidad de la soldadura.
Dependiendo de los niveles originales de carbono en el metal base y el electrodo, la atmósfera de CO2 puede actuar como carburizante o descarburizante. Si el contenido de carbono en el metal de soldadura es inferior al 0.05%, el charco de soldadura tiende a absorber carbono de la atmósfera protectora de CO2. Por otro lado, si el contenido de carbono es superior al 0.10%, es posible que el charco de soldadura pierda carbono. Es crucial tener en cuenta que la reacción reversible del hierro fundido con CO2 produce óxido de hierro y monóxido de carbono, y la pérdida de carbono, causada por la formación de monóxido de carbono, puede resultar en soldaduras deficientes con porosidad.
Mezclas de gases de protección.
Cuando se utilizan mezclas de gases en la soldadura FCAW por lo general se trabaja con porcentajes de 75 – 80 % de Argon y 25 – 20 % de CO2.
Cuanto mayor sea el porcentaje de gas inerte en las mezclas con CO2 u oxígeno, mayor será la eficiencia de transferencia de los desoxidantes contenidos en el núcleo, el argón puede proteger el charco de soldadura a todas las temperaturas a las que se suelda, su presencia en cantidades suficientes en una mezcla de gas protector da como resultado menor oxidación que con un escudo de CO2 al 100%, además con la mezcla el cordón de soldadura suele tener mayor resistencia a la tensión y al vencimiento, se logra un arco con transferencia tipo rocío y es más atractiva para el operador porque produce un arco con mejores características que el depositado con escudo de CO2 al 100%.
Las mezclas de gases con alto contenido de argón, como 95% de argón, casi nunca se usan con electrodos con núcleo de fundente porque se pierde la cubierta de escoria.
CLASIFICACIÓN DEL ELECTRODO EN LA SOLDADURA FCAW
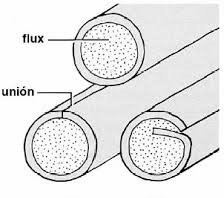
El electrodo por lo regular consiste en una funda de acero de bajo carbono o de aleación que rodea un núcleo de materiales fundentes y de aleación, la composición del núcleo de fundente varía de acuerdo con la clasificación del electrodo y con el fabricante, se han desarrollado alambres específicamente para soldar los aceros recubiertos de zinc y aluminizados que se usan comúnmente en la actualidad para fabricar automóviles y otras procedimientos más especializados.
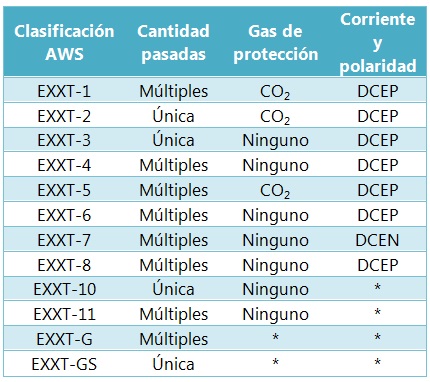
En la AWS (American Welding Society), los electrodos de soldadura se identifican mediante un sistema que inicia con una ‘E’ indicando que es un electrodo. El primer número representa la mínima resistencia a la tracción del metal de soldadura depositado en diez mil libras por pulgada cuadrada. El segundo dígito puede ser 0, indicando uso en posición plana o de filete horizontal, o 1, permitiendo su uso en cualquier posición. Luego, la letra ‘T’ señala que se trata de un alambre tubular. Finalmente, un guion y un sufijo denotan la composición química del metal de soldadura, el tipo de corriente, la polaridad, la necesidad de protección gaseosa y su idoneidad para una o varias pasadas.
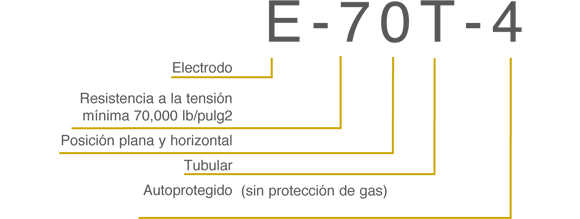
Para entender mejor el significado del sufijo mostramos la siguiente tabla.
PROCESO DE FABRICACIÓN DEL ELECTRODO
En la fabricación de la mayoría de los electrodos con núcleo de fundente utilizados en la soldadura FCAW, el proceso comienza al pasar una tira de acero por una serie de rodillos que la moldean hasta obtener una sección transversal en forma de U. Luego, se rellena la tira moldeada con una cantidad precisa de material de núcleo compuesto por aleaciones y fundente en forma granular. A continuación, se cierra el tubo mediante rodillos que lo redondean y comprimen con fuerza el material del núcleo. Posteriormente, el tubo redondo se somete a troqueles o rodillos de estiramiento que reducen su diámetro y comprimen aún más el núcleo para alcanzar su tamaño final. Finalmente, el electrodo se enrolla en carretes o bobinas para su uso.
COMPONENTES Y PARAMETROS DEL EQUIPO USADO EN LA SOLDADURA FCAW
Al igual que en la soldadura GMAW la gran cantidad de variantes que posee la soldadura FCAW hacen que una mala selección de estas causen problemas en el proceso en sí y generen soldaduras defectuosas, pero por el contrario si hacemos una buena elección de estas variables encontraremos que este proceso facilita enormemente el trabajo al operario y genera soldaduras de excelente calidad.
La torcha o pistola
Las pistolas típicas para soldadura semiautomática están diseñadas de modo que se sostengan cómodamente, sean fáciles de manipular y duren largo tiempo, ellas establecen un contacto interno con el electrodo a fin de conducir la corriente de soldadura, la corriente y la alimentación del electrodo se accionan con un interruptor montado en la pistola.

Las pistolas soldadoras pueden enfriarse con aire o con agua, las enfriadas por agua son más compactas y ligeras pero por facilidad en el suministro se prefieren las pistolas enfriadas por aire, las primeras requieren menos mantenimiento que las enfriadas por aire, además, suelen tener especificaciones de corriente más altas, que pueden llegar a 600 A con ciclo de trabajo continuo.
Rodillos impulsores.
Este proceso requiere rodillos impulsores que no aplanen ni distorsionen de alguna otra manera el electrodo tubular por esto se emplean diversos rodillos con superficies ranuradas para mover el electrodo, algunos alimentadores tienen solo un par de rodillos impulsores, mientras que otros cuentan con dos pares en los que por lo menos uno de los rodillos de cada par está conectado a un motor, si todos los rodillos están motorizados, el alambre se podrá adelantar ejerciendo menos presión con los rodillos.


Extensión del electrodo.
La temperatura del electrodo afecta la energía del arco, la tasa de deposición del electrodo y la penetración de la soldadura, también puede influir en la integridad de la soldadura y en la estabilidad del arco, el tramo de electrodo no fundido que sobresale del tubo de contacto al soldar se calienta así las variables permanezcan constantes. Por esto la extensión del electrodo como factor operativo en la soldadura FCAW introduce una nueva variable que debe mantenerse equilibrada con las condiciones de protección y las variables de soldadura relacionadas.
La extensión excesiva produce un arco inestable con demasiadas salpicaduras, una extensión muy corta puede producir un arco demasiado largo a un nivel de voltaje determinado. En el caso de los electrodos con escudo de gas, puede causar una acumulación de salpicaduras en la boquilla que tal vez interfiera con el flujo de gas provocando una cobertura de gas deficiente que puede causar porosidad y oxidación excesiva del metal de soldadura.
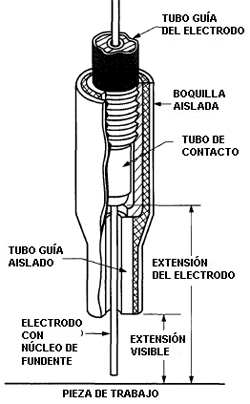
La mayoría de los fabricantes recomienda una extensión de 19 mm a 38 mm (¾” a 1½”) para Los electrodos con escudo de gas y de 19 mm a 95 mm (¾” a 3¾”) para los tipos con autoprotección, dependiendo de La aplicación.
CORRIENTES Y VOLTAJES RECOMENDADOS EN LA SOLDADURA FCAW
La corriente de la soldadura es proporcional a la velocidad de alimentación del electrodo para un electrodo con diámetro, composición y extensión específicos, esto significa que para cada uno de lo electrodos existe una velocidad de alimentación optima según el amperaje de trabajo, no queriendo decir que es camisa de fuerza al momento de aplicar la soldadura, por que como ya lo sabemos cada procedimiento tiene sus variables específicas.
Para la soldadura FCAW las fuentes de potencia son más robustas por lo general se emplea una fuente de potencia de voltaje constante del tamaño apropiado para fundir el electrodo con una rapidez tal que se mantenga el voltaje de salida y por consiguiente no varíe la longitud de arco preestablecido.
Al igual que en su par GMAW al aumentar la extensión del electrodo, la corriente de soldadura se reduce, y viceversa, por lo que hay que ser muy cuidadoso al momento de realizar cambios.
Si las demás variables de soldadura se mantienen constantes para un electrodo de cierto diámetro, la modificación de la corriente de soldadura tendrá los siguientes efectos preponderantes:
- Un incremento en la comente eleva la tasa de deposición del electrodo.
- Un aumento en La corriente aumenta La penetración.
- Una corriente excesiva produce franjas de soldadura convexas de aspecto deficiente.
- Una corriente insuficiente produce transferencia de gota grande y demasiadas salpicaduras.
- Una corriente insuficiente puede causar una absorción excesiva de nitrógeno y porosidad del metal de soldadura cuando se suelda con electrodos con núcleo de fundente autoprotegidos.
Ajustes de voltaje.
Conviene ajustar el voltaje de salida de la fuente de potencia de modo que se mantenga la relación óptima entre el voltaje de arco y la corriente para una velocidad de alimentación de electrodo dada.
El voltaje y la longitud del arco están íntimamente relacionados este indica la suma de las caídas de voltaje en todo el circuito de soldadura, incluye la caída a través del cable de soldadura, la extensión del electrodo, el arco, la pieza de trabajo y el cable conectado al trabajo, por tanto, el voltaje del arco será proporcional a la lectura del medidor si los demás elementos del circuito y sus temperaturas se mantienen constantes.
Un voltaje de arco excesivo o un arco demasiado largo puede producir demasiadas salpicaduras y franjas de soldadura anchas y de forma irregular, si se usan electrodos autoprotegidos, un voltaje de arco excesivamente alto hará que se absorba demasiado nitrógeno y si el electrodo es de acero dulce también puede causar porosidad, en los electrodos de acero inoxidable reduce el contenido de ferrita del metal de soldadura lo a su vez puede causar grietas.
Un voltaje de arco insuficiente o un arco demasiado corto produce franjas angostas y convexas con demasiadas salpicaduras con una penetración somera.
ANGULO DEL ELECTRODO.
Es muy importante que la velocidad de avance sea la suficiente para mantener el arco por delante de la pileta de fusión, ya que si es muy lenta este tenderá a ir hacia el centro o la parte de atrás de la misma generando atrapamiento de escoria en el cordón de soldadura.
En las soldaduras FCAW y SMAW, la fuerza del arco no solo sirve para dar a la franja de soldadura la forma deseada, sino también para evitar que la escoria corra por delante del metal de soldadura y quede atrapada por él al efectuar soldaduras de bisel y de filete en la posición plana por ayuda de la gravedad. A fin de contrarrestar esto, el electrodo se sostiene angulado respecto a la vertical, con la punta apuntando hacia la soldadura, es decir, en dirección opuesta a la dirección de desplazamiento, este ángulo de desplazamiento, definido come ángulo de arrastre, se mide a partir de una línea vertical en el piano del eje de la soldadura.
El ángulo de arrastre correcto.
Depende del método de soldadura FCAW empleado, del espesor del metal base y de la posición de soldadura, los ángulos de arrastre deberán ser de una magnitud aproximada ya sea que se use el método con autoprotección o arco de metal protegido por gas.
En Las posiciones plana y horizontal, los ángulos de arrastre variarán entre 20 y 45 grados, aunque se usan ángulos más grandes para soldar secciones delgadas, ya que al aumentar el espesor del material el ángulo de arrastre se debe reducir para incrementar la penetración.
Cuando se suelda verticalmente hacia arriba, el ángulo de arrastre deberá ser de 5 a 10 grados, con el método de escudo de gas el ángulo de arrastre debe ser pequeño, habitualmente entre 2 y 15 grados, pero nunca de más de 25 grados, si el ángulo es excesivo, se perderá la efectividad del escudo de gas.
Al hacer soldaduras de filete en la posición horizontal el charco de soldadura tiende a fluir tanto en la dirección del recorrido como en dirección perpendicular a ella, a fin de contrarrestar el flujo lateral, el electrodo deberá apuntar hacia la placa de abajo cerca de la esquina de La unión, además de su ángulo de arrastre, deberá tener un ángulo de trabajo de 40 a 50° respecto al miembro vertical.
Tal vez te interese también el artículo relacionado la soldadura SMAW. Da clic acá para conocer más.
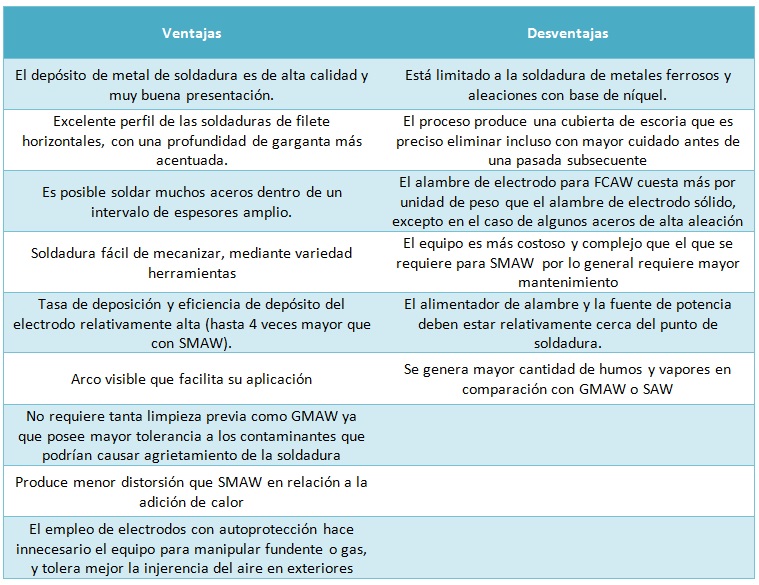
VENTAJAS Y DESVENTAJAS DE LA SOLDADURA FCAW